










型号齐全 非标定制

精细做工,精湛技艺

品质保证,同等质量价格优

高质量的售后服务,让您无后顾之忧


 |
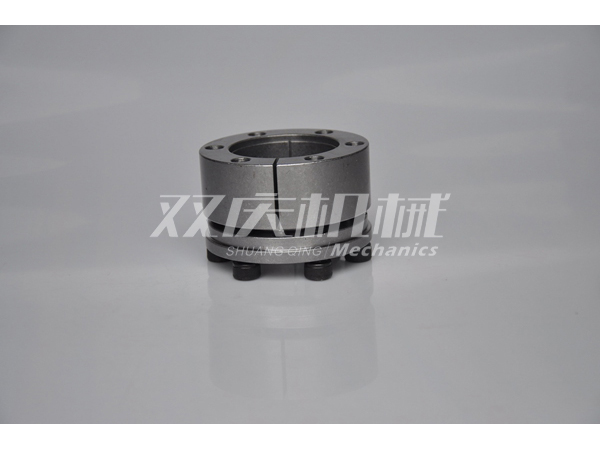
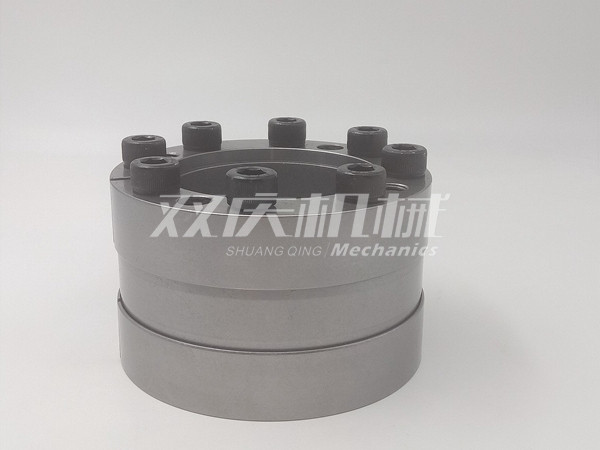
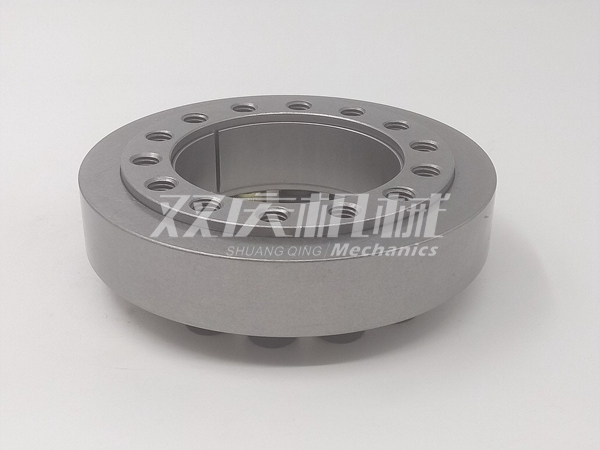
上海双庆机械配件有限公司是一家专业研究生产胀紧连结套(胀套)的公司,公司可生产Z1-Z22 各种型号规格的国际及非标尺寸来图加工的产品。目前生产的产品在包装机械、印刷机械、矿山机械、纺织机械、造纸机械、化工机械、烟草机械、数控机床等领域得到了广泛的应用。 近几年来公司积极开拓、勇于创新,以优质、优服、优价的经营理念,信义诚实、和衷协力、货真价实的企业理念,努力满足顾客需求的质量方针,积极为广大客户提供了大量放心、称心、优质的产品。形成了以上海为中心,向全国扩展的格局。我们将秉承企业的生命在于产品、产品的生命在于质量的企业精神,认真为您做好后勤保障,也期待得到您的关注和光临!
|




1) 与胀紧套结合孔和轴的公差为H7/h7或H8/h8;表面粗糙度Ra3.2/1.6/0.8。
2) 必须选统一个尺寸段选同一个公差等级,如:轴径100mm、毂的孔径145mm;按轴径尺寸
段100mm取H7/h7,或按毂的孔径尺寸段145mm取H8/h8(优先选用孔径的尺寸段)。
3) 彻底清除与胀紧套配合面污垢、油渍并要保证配合面的干净干燥。
4) 安装时必须将全部螺栓松开(无需取出),保持产品在松驰状态,然后将胀紧套安装至
要求位置,如有稍紧则用铜锤或木锤轻敲即可。
5) 确定胀紧套安装到要求位置,取二个相对对称位置上的螺栓,用扭力扳手交叉替换成
90度拧紧,再将各个螺栓依次拧至额定扭矩的:1/8、1/4、1/3、1/2、3/4、7/8,直拧到
额定力矩为止(如果槽缝开在紧固螺孔处应从切缝处开始拧紧螺栓)。
6) 锁紧过程在轴向移动时,胀套两端必须保持与轴心线垂直,且两端轴向收紧距离相等,
不得倾斜。
7) 不得使用任何润滑剂或采用较硬工具(如铁锤)击伤润滑剂套配合表面;使用润滑剂
或击伤配合表面会降低摩擦力及精度,务必遵循步骤及注意事项,否则会导致故障发
生!!!
拆卸
1) 切断电源确认机器完全停止且无任何载荷置于毂和轴上,再将全部螺栓松开并取出。
2) 采用专用拆卸螺栓(或采用原紧固螺栓当拆卸螺栓时,先将螺纹头部倒一个比该距
大1.5倍的45度倒角)拧入全部拆卸螺孔,从开缝处对面的拆卸螺栓开始拆卸(交叉替换)
顺时针或逆时针按锁紧的步骤以额定扭矩的:1/8、1/4、1/3、1/2、3/4、7/8,直至产品
完全松开退出为止。
12.9 级螺栓额定拧紧扭力(N.m)
M2.5 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 M22 M24
1.2 2.1 4.9 10 17 41 83 145 230 355 485 690 930 1200


地址:上海市嘉定区徐行镇和桥路469号
电话:021-6363-9268
传真:021-5515-6660
手机:135-1215-8357 135-1215-8327
网址:www.shuangqingjixie.com
邮箱:shuangqingjixie@163.com

| 您的姓名: |
| 您的手机: |
| 提交信息 |